鋼筋冷鐓粗直螺紋套筒連接
作者:admin來源:本站發(fā)布時間:2019-10-28 02:45:22點擊數(shù):26
次
鋼筋冷鐓粗直螺紋套筒連接
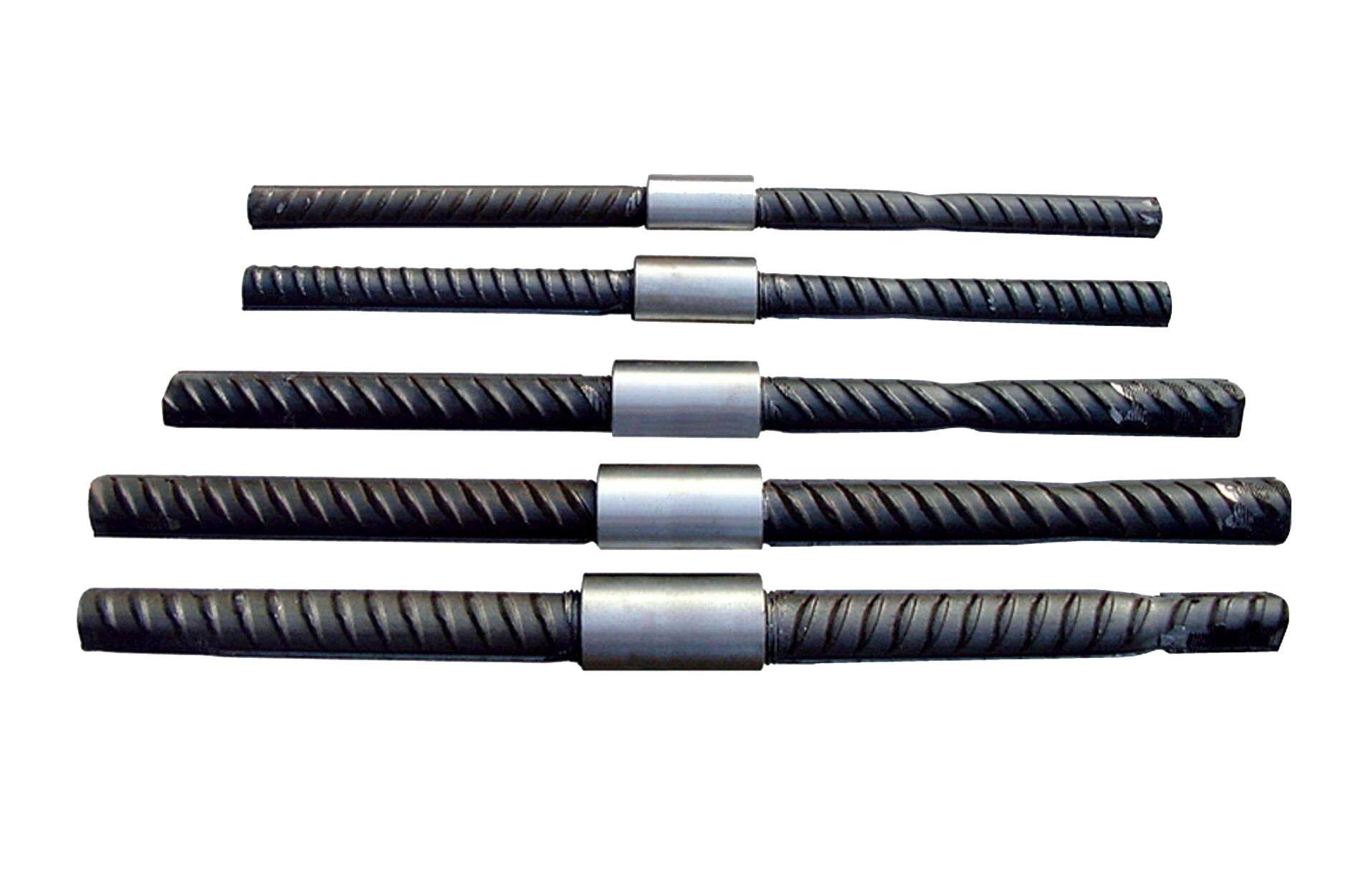
鋼筋冷鐓粗直螺紋套筒連接是通過冷鐓粗設(shè)備先將鋼筋端部冷鐓粗,再在鐓粗端加工直螺紋絲頭后將兩根已鐓粗套絲的鋼筋連接端穿人配套加工的連接套提高。加之,鋼筋端部加工直螺紋后,其螺紋底部的*小直徑,應(yīng)不小于鋼筋母材的直徑。因此,該接頭可與鋼筋母材等強。其工藝流程見下圖。
1.鋼筋端部絲頭加工
(1)鋼筋下料前應(yīng)**行調(diào)直,下料時,切口端面應(yīng)與鋼筋軸線垂直不得有馬蹄形或撓曲。
(2)鐓粗后的基圓直徑d1應(yīng)大于絲頭螺紋外徑,長度L。應(yīng)大于1/2套筒長度,過渡段坡度應(yīng)不小于1:3,繳粗頭的外形尺寸見下圖。粗量參考數(shù)據(jù)見下表。
(3)敏粗頭不得有與鋼筋軸線相垂直的橫向表面裂紋。
(4)不合格的鐓粗頭應(yīng)切去后重新鐓粗,不得在原鐓粗段進(jìn)行二次鐓粗。如選用熱工藝鐓粗鋼筋,則應(yīng)在室內(nèi)進(jìn)行鐓頭加工。
(5)加工鋼筋絲頭時,應(yīng)采用水溶性切削潤滑液,當(dāng)氣溫低于0℃時,應(yīng)有防凍措施,不得在不加潤滑液的狀態(tài)下套絲。
(6)鋼筋絲頭的螺紋應(yīng)與連接套筒的螺紋相匹配,標(biāo)準(zhǔn)型絲頭和加長型絲頭加工長度的參數(shù)數(shù)據(jù)見下表。絲頭長度偏差一般不宜超過+1P(P為螺距)。
(7)冷后進(jìn)行套絲,套絲后的螺牙應(yīng)無裂紋、無斷牙及其他缺陷,表面粗糙度達(dá)到圖紙要求。
(8)直螺紋加工檢查合格后,應(yīng)戴上塑料保護(hù)帽或擰上連接套,以防碰傷和生銹。
(9)用牙型規(guī)檢測牙型是否合格,并用環(huán)規(guī)檢查其中徑尺寸是否在規(guī)定誤差范圍之內(nèi)。
(1)現(xiàn)場加工的直螺紋應(yīng)注意防潮,防止強力摔碰,并堆放整齊。
相關(guān)文章